從“外觀”到質的需求
進入21世紀后,人們對木質家具的需求已逐漸從注重外觀上升到注重材質的層面,更多的新產品是以原創的設計和優質的原材料制勝。
以量為主的擴張期
2010年,中國家具行業經歷了第一個高速發展期,以量的擴張為主,初步建立起了種類齊全、與國際接軌的完整的工業體系,產品能滿足人民生活需要和國際市場的需要。
品牌意識增強
隨著中國經濟的發展、居民收入的增加,國內消費者的購物能力迅速提升,越來越多人對高品質的生活充滿向往,對實木家具品牌意識隨之也增強。
純實木家具
家具的所有用料都是實木,包括桌面、衣柜的門板、側板等,均采用實木制成,不使用其他任何形式的人造板。
仿實木家具
仿造實木家具,就是所謂仿造實木家具,從外觀上看是實木家具,木材的自然紋理、手感及色澤都和實木家具一模一樣,但實際上是實木和人造板混用的家具,即側板頂、底、擱板等部件用薄木貼面的刨花板或中密度板纖維板。
天然、環保、健康實木家具流露出自然與原始之美;
使用壽命長。板式家具的使用壽命一般3-5年。而真正的實木家具的使用壽命是板式家具的5倍以上;
具有保值功能,能給家居環境帶來溫潤的“木氣”;帶有自然的紋理、多變的形態,因而頗受中高檔消費者歡迎;
傳統與時尚設計相結合,開創實木家具新風尚,現代風格和古典風格幾乎平分秋色。
軟木:松木、杉木、楊木、椴木等
硬木:
紅木:黃花梨、紫檀、花梨木、酸枝木、雞翅木等
其它:橡木、橡膠木、水曲柳、櫟木、胡桃木、櫻桃木、楓木、樺木、櫸木、柏木、樟木、核桃木、楸木、楠木、桃花芯等
油漆、拼花、線條、五金、玻璃、包材、木皮、砂光材料
油漆:底漆、面漆、固化劑、稀釋劑、色精、格里斯等
五金:螺絲、滑軌、拉手、合頁、連接件、裝飾五金等
包材:紙箱、紙板、護角、保麗龍、封箱膠、泡沫等
砂光材料:砂紙、砂帶、砂輪
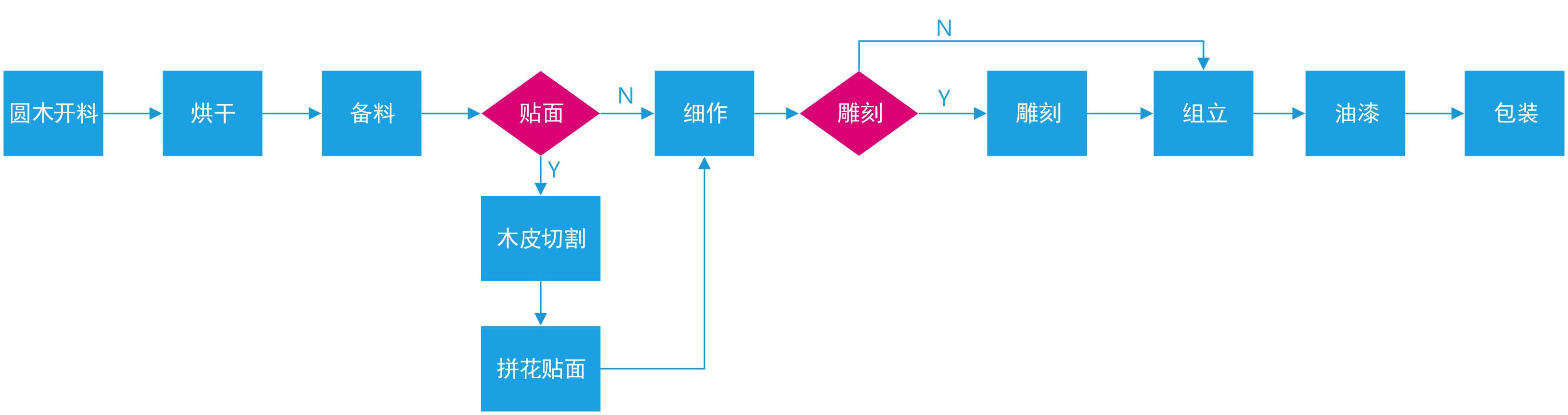
備料車間:選料、畫線、鋸彎、定長、定寬、拼板、壓板、指接、四面刨;
貼皮車間:基材配料、CNC、配木皮、木皮直拼、木皮切割、拼木皮、熱壓、平砂、貼面機砂、手壓砂皮、貼面手砂;
細作車間:斷料、銑形、刨壓、作榫、榫接、開槽、成型、CNC、車形、車砂、預埋件孔、打眼、開孔、機砂、手砂;
雕刻:畫線、機雕、手雕、接線、仿形、機砂、手砂;
組立車間:修邊、包線、平整、平面砂光、復合、貼絨布、貼薄膜、打眼、組框、補槽、預埋件、調門器、嵌銅條、光料、釘板、釘條、釘花、門頁定、打沉孔、手工成形、手工銑線、流槽、包藤、整體接線、打沉孔、鑿后背口、會門抽、打眼、補眼、雕割縫、釘后背、釘底布條、持平、整理、木工砂、整體試裝、釘墊腳、裹薄膜、手壓砂;
油漆:打磨、底漆、修色、面漆、精磨、貼金、彩繪、造舊;
包裝:總裝、裁切包材、封裝、打膠帶、釘木架、貼條碼。
實木材質眾多、規格、等級不一,產品品質不穩定;
油漆用量難以估算,浪費嚴重;
產品結構復雜,現場難齊套;
產品生產周期長、工藝流程不規則,進度難管控;
備貨數量拍腦袋,庫存積壓嚴重;
生產自動化程度低,一線人員密集,產能無法準確把握;
生產計劃粗獷,無法計劃到人,計件工資核算工作量大且不及時;
實木材料成本高,利用率低,余料難管理。
材料二級管理(批次、等級、尺寸、供應商等),實木選料管理、實木開料管理;
色板管理、涂裝方式管理、油漆BOM;
套包件應用,生產齊套分析管理,訂單鎖庫存管理;
產品銷售預測分析、公用部件生產預測分析;
防偽溯源管理,產品有身份、去向可追溯、客戶有保障;
四級計劃體系(產品、部件、工序、工位);
快速搭建產品用料標準(BOM)與用時標準(BOR);
貼合家具行業的采購策略:批量別、制令別、訂單別、補貨點別、請購別;
貼合家具行業的庫存管理機制(成品倉庫管理、部件倉庫管理、材料倉庫管理)。